イオン注入は、半導体材料に特定の量および種類の不純物を追加して、その電気的特性を変更する方法です。不純物の量と分布を正確に制御できます。
パート 1
イオン注入プロセスを使用する理由
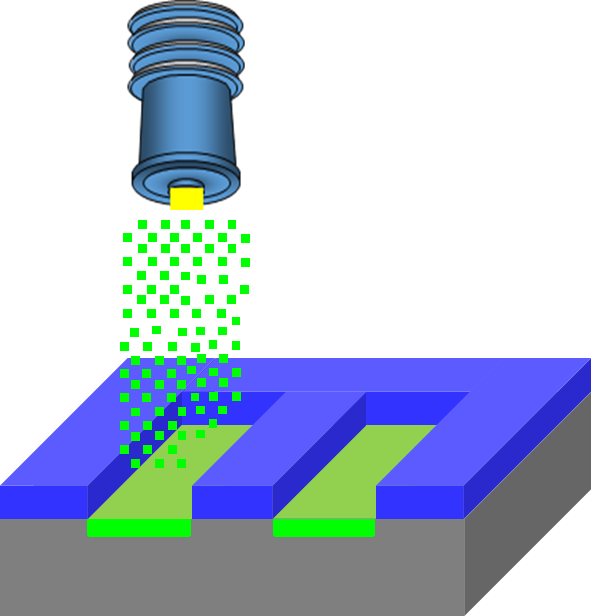
パワー半導体デバイスの製造では、従来の P/N 領域ドーピングシリコンウェーハ拡散によって実現できる。ただし、不純物原子の拡散定数は炭化ケイ素は極めて低いため、図1に示すように、拡散プロセスによって選択的なドーピングを達成することは非現実的です。一方、イオン注入の温度条件は拡散プロセスよりも低いため、より柔軟で正確なドーピング分布が可能です。形成される。
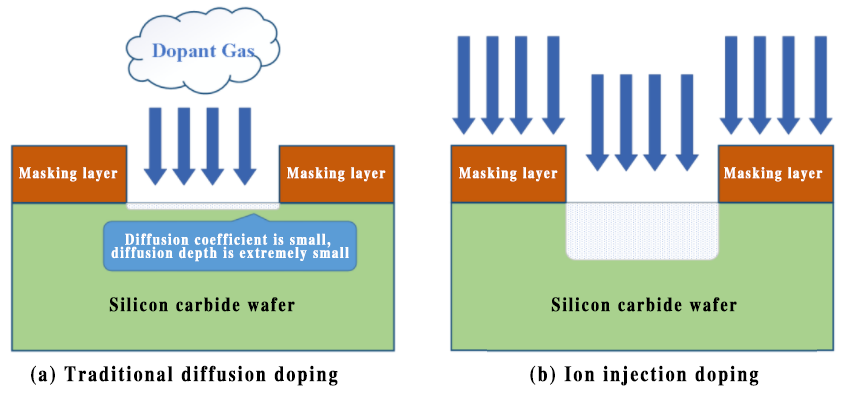
図 1 炭化ケイ素材料における拡散およびイオン注入ドーピング技術の比較
パート 2
達成方法炭化ケイ素イオン注入
炭化ケイ素プロセスの製造プロセスで使用される一般的な高エネルギー イオン注入装置は、図 2 に示すように、主にイオン源、プラズマ、吸引コンポーネント、分析磁石、イオン ビーム、加速管、プロセス チャンバー、およびスキャン ディスクで構成されます。
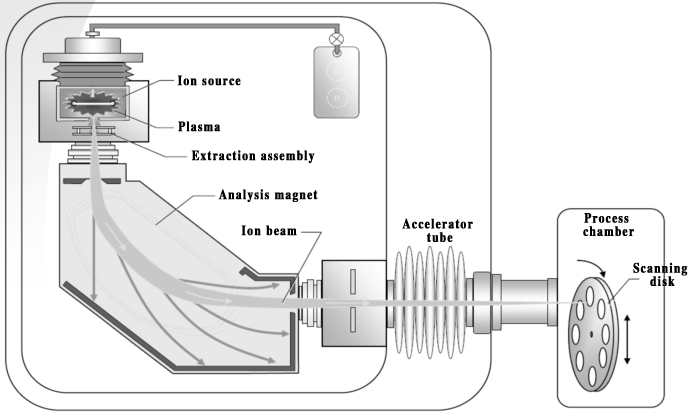
図2 炭化珪素高エネルギーイオン注入装置の概略図
(出典:「半導体製造技術」)
SiC イオン注入は通常高温で実行されるため、イオン衝撃による結晶格子へのダメージを最小限に抑えることができます。のために4H-SiCウェーハ、N 型領域の生成は、通常、窒素およびリンのイオンを注入することによって達成され、P型領域は通常、アルミニウムイオンとホウ素イオンを注入することによって実現されます。
表 1. SiC デバイス製造における選択的ドーピングの例
(出典: Kimoto、Cooper、『炭化ケイ素技術の基礎: 成長、特性評価、デバイス、およびアプリケーション』)
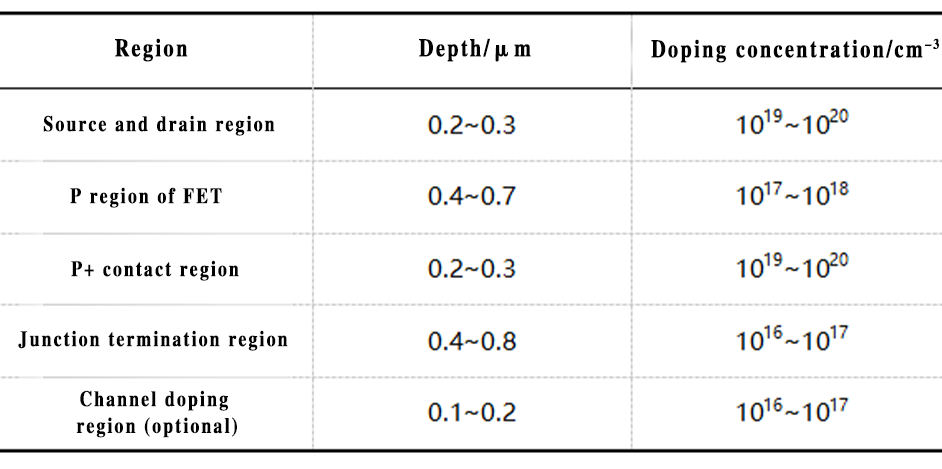
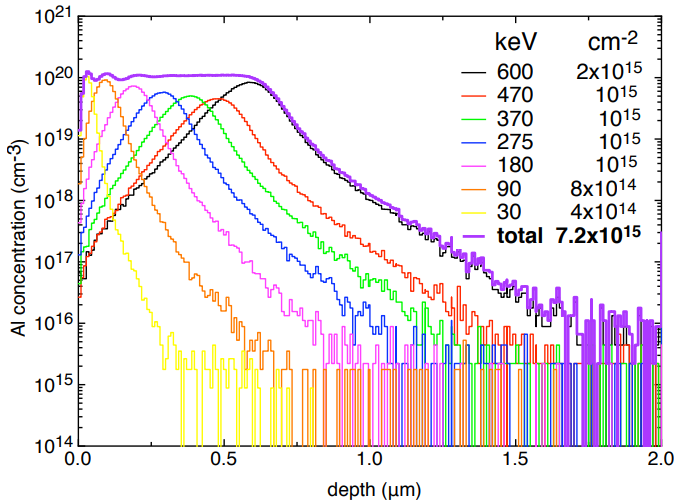
図3 多段階エネルギーイオン注入とウェーハ表面ドーピング濃度分布の比較
(出典: G.Lulli、イオン注入入門)
イオン注入領域で均一なドーピング濃度を達成するために、エンジニアは通常、複数ステップのイオン注入を使用して注入領域全体の濃度分布を調整します (図 3 を参照)。実際の製造プロセスでは、イオン注入装置の注入エネルギーと注入ドーズ量を調整することで、図4(a)と(b)に示すように、イオン注入領域のドーピング濃度とドーピング深さを制御できます。イオン注入装置は、図 4 (c) に示すように、動作中にウェーハ表面を複数回スキャンすることにより、ウェーハ表面に均一なイオン注入を実行します。
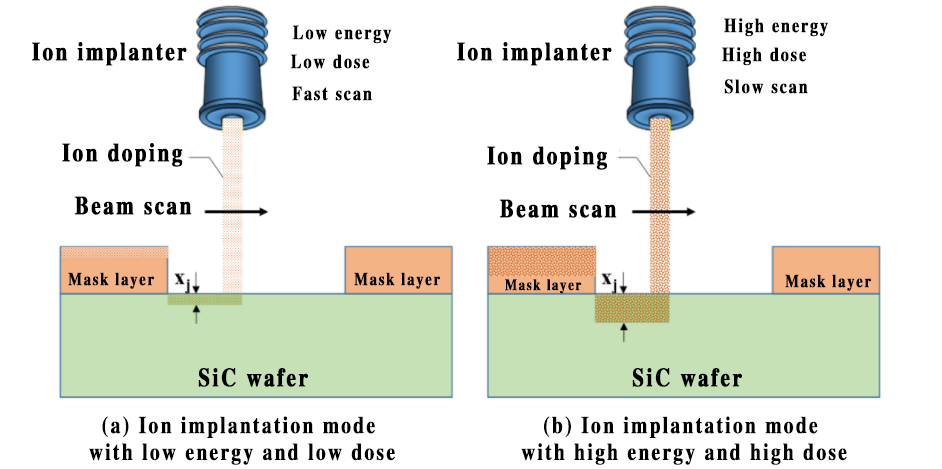
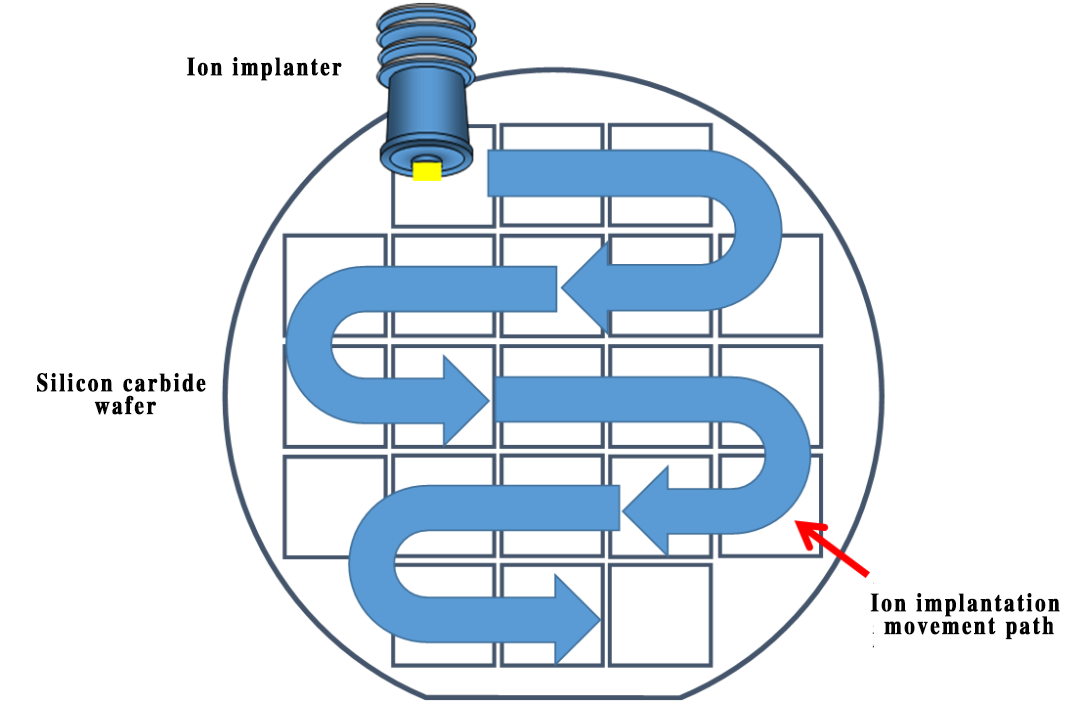
(c) イオン注入時のイオン注入装置の移動軌跡
図4 イオン注入プロセスでは、イオン注入エネルギーとドーズ量を調整することで不純物濃度と深さを制御
Ⅲ
炭化珪素イオン注入の活性化アニール工程
イオン注入の濃度、分布面積、活性化率、本体内および表面上の欠陥は、イオン注入プロセスの主なパラメータです。これらのパラメータの結果に影響を与える要因には、注入量、エネルギー、材料の結晶方位、注入温度、アニーリング温度、アニーリング時間、環境などが含まれます。シリコンイオン注入ドーピングとは異なり、完全にイオン化することは依然として困難です。イオン注入ドーピング後の炭化ケイ素の不純物。 4H-SiCの中性領域におけるアルミニウムのアクセプタのイオン化率を例にとると、ドーピング濃度が1×1017cm-3の場合、アクセプタのイオン化率は室温で約15%にすぎません(通常、シリコンのイオン化率は約15%です) 100%)。高い活性化率とより少ない欠陥という目標を達成するために、図に示すように、イオン注入後に高温アニールプロセスを使用して、注入中に生成されたアモルファス欠陥を再結晶化します。これにより、注入された原子が置換サイトに入り、活性化されます。現時点では、アニーリング プロセスのメカニズムに対する人々の理解はまだ限られています。アニーリングプロセスの制御と深い理解は、将来のイオン注入の研究焦点の 1 つです。
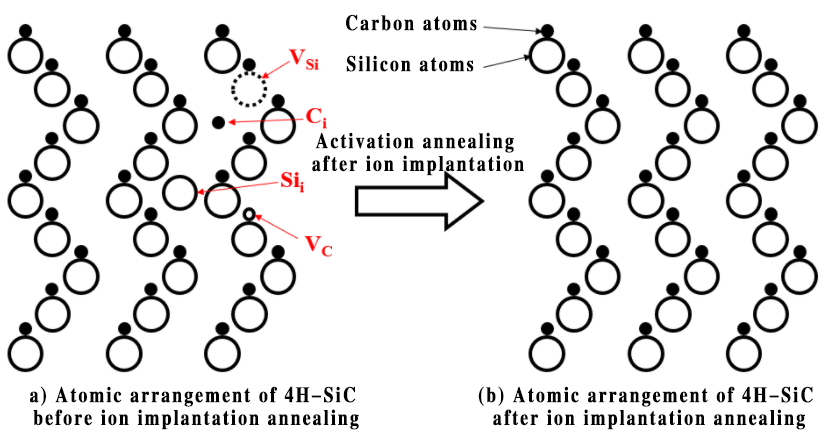
図5 イオン注入アニール前後の炭化珪素イオン注入領域表面の原子配列変化の模式図、ここでVsiシリコン空孔を表し、VC炭素空孔を表し、Ci炭素充填原子、Siを表すiシリコン充填原子を表す
イオン活性化アニールには、一般的にファーネスアニール、ラピッドアニール、レーザーアニールが含まれます。 SiC 材料中の Si 原子は昇華するため、アニーリング温度は通常 1800℃ を超えません。アニール雰囲気は通常、不活性ガスまたは真空中で行われます。イオンが異なれば SiC の欠陥中心も異なり、必要なアニール温度も異なります。ほとんどの実験結果から、アニーリング温度が高いほど活性化率が高くなるという結論が得られます (図 6 を参照)。
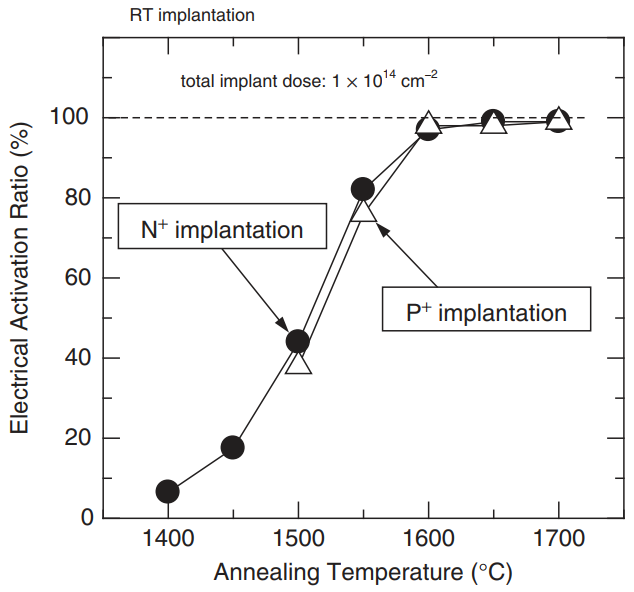
図 6 SiC への窒素またはリン注入の電気的活性化率に対するアニーリング温度の影響 (室温)
(総注入量 1×1014cm-2)
(出典: Kimoto、Cooper、『炭化ケイ素技術の基礎: 成長、特性評価、デバイス、およびアプリケーション』)
SiCイオン注入後に一般的に使用される活性化アニールプロセスは、Ar雰囲気中で1600℃~1700℃で実行され、SiC表面を再結晶化し、ドーパントを活性化して、ドープ領域の導電性を向上させます。アニーリングの前に、図 7 に示すように、Si の脱離や表面原子の移動によって引き起こされる表面劣化を軽減するために、表面保護のためにウェーハ表面に炭素膜の層をコーティングすることができます。アニーリング後、炭素膜は酸化または腐食によって除去できます。
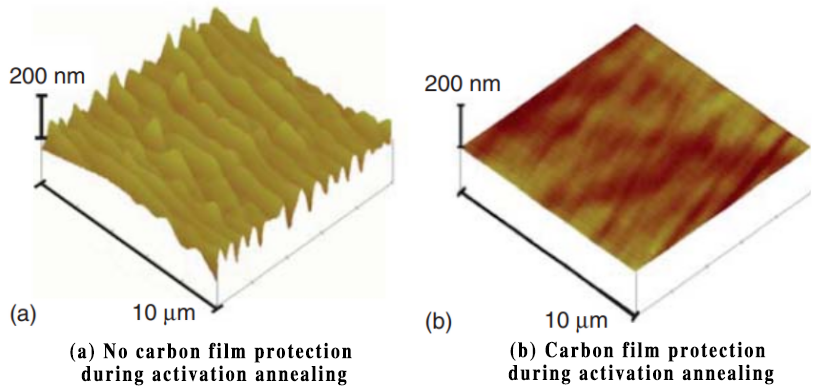
図7 アニール温度1800℃における炭素膜保護ありとなしの4H-SiCウェーハの表面粗さの比較
(出典: Kimoto、Cooper、『炭化ケイ素技術の基礎: 成長、特性評価、デバイス、およびアプリケーション』)
IV
SiCイオン注入と活性化アニールプロセスの影響
イオン注入とその後の活性化アニーリングでは、複合点欠陥、積層欠陥 (図 8 を参照)、新たな転位、浅いまたは深いエネルギー準位欠陥、基底面転位ループ、および既存の転位の移動など、デバイスの性能を低下させる欠陥が必然的に生成されます。高エネルギーのイオン衝撃プロセスは SiC ウェーハに応力を引き起こすため、高温および高エネルギーのイオン注入プロセスはウェーハの反りを増大させます。これらの問題は、SiCのイオン注入やアニールの製造プロセスにおいても最適化・検討が急務となる方向性となっている。
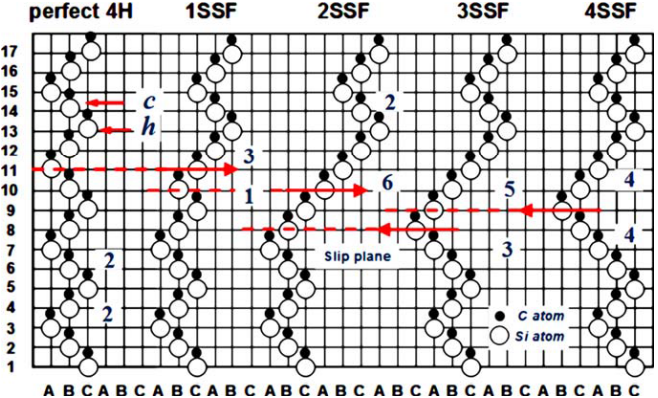
図8 通常の4H-SiC格子配列と異なる積層欠陥の比較の模式図
(出典: Nicolὸ Piluso 4H-SiC 欠陥)
V.
炭化ケイ素イオン注入プロセスの改善
(1) 図 9 に示すように、イオン注入領域の表面に薄い酸化膜を残し、炭化珪素エピタキシャル層表面への高エネルギーイオン注入による注入ダメージを軽減します。 。
(2) イオン注入装置のターゲットディスクの品質を改善し、ウエハとターゲットディスクの密着性を高め、ターゲットディスクからウエハへの熱伝導率を向上させ、装置がウエハの裏面を加熱するようにする。図 9 (b) に示すように、より均一に、炭化ケイ素ウェーハへの高温高エネルギーイオン注入の品質が向上します。
(3) 高温アニール装置稼働時の昇温速度と温度均一性を最適化する。
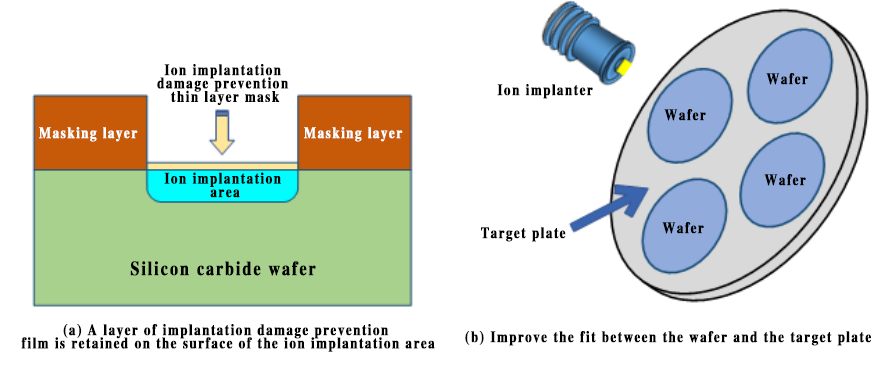
図9 イオン注入プロセスを改善する方法
投稿日時: 2024 年 10 月 22 日